

Precision CNC turning is where an engineering drawing stops being theoretical and becomes a part you can actually install. It’s a computer-controlled process that spins a workpiece against a cutting tool, often holding tolerances as tight as ±0.0001 in, and for teams in aerospace, medical, and automotive work, that accuracy is the difference between a reliable part and a warranty claim. Hitting those numbers consistently takes the right mix of machine rigidity, tooling choices, and process discipline, which is where precision manufacturers like XTJ CNC tend to earn their keep. Below, a closer look at what actually drives micron-level accuracy in production.
What Precision CNC Turning Is And Why It Matters
Precision CNC turning is a subtractive, computer-controlled process where a workpiece rotates while a single-point or indexable tool shapes diameters, faces, grooves, and complex profiles. Unlike general-purpose turning, it’s not just a cutting operation. It’s a system built around four things at once: dimensional tolerance, geometric accuracy, surface quality, and preserving material properties through the cut. For assemblies that depend on tight fits, low vibration, or long fatigue life, think aerospace bearings or medical implants, none of those four are negotiable.
The payoff is practical. Closed-loop CNC control eliminates most manual setting errors and delivers repeatable accuracy across full batches. Shops doing serious precision work hold tolerances down to ±0.0001 in on critical diameters and keep runout, cylindricity, and concentricity within microns. That means fewer scrapped parts, fewer field failures, and performance margins designers can actually count on. Local manufacturers, including XTJ CNC in Carmel, Indiana, work directly with customers to translate those tolerance requirements into production plans that balance cost, cycle time, and risk. For teams sourcing outside North America, precision CNC turning manufacturers based in China — operating under ISO 9001 and AS9100 certification — offer the same tolerance disciplines with added cost efficiency on mid-to-high volume runs.
Key Machines, Tools, And Components That Enable Micron-Level Accuracy
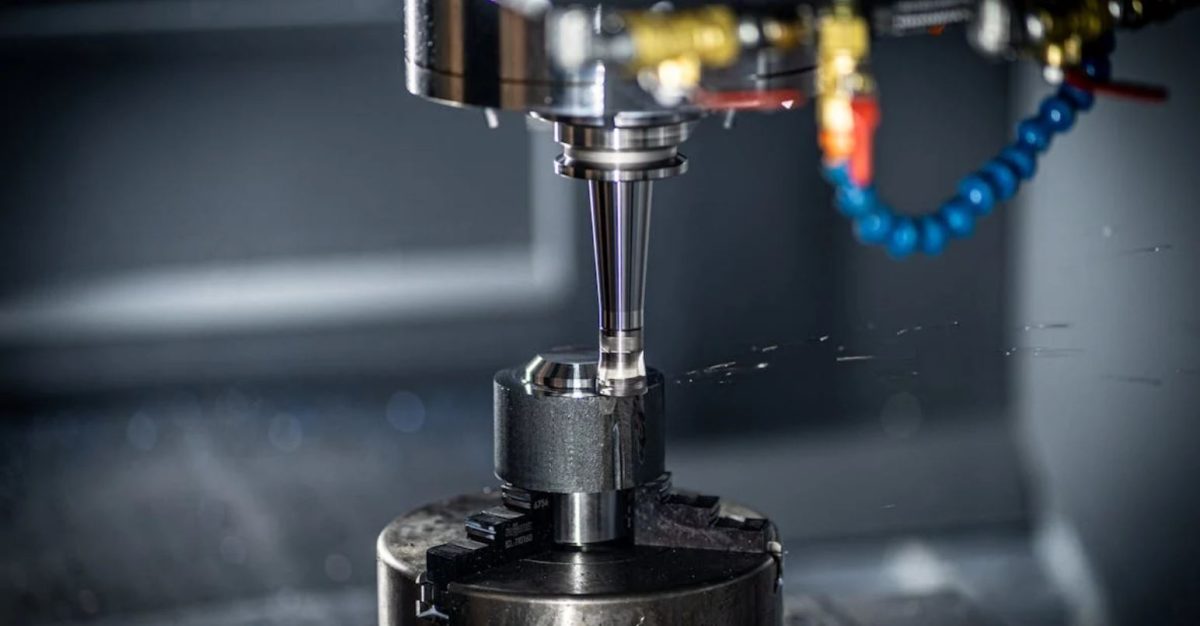
The foundation is the CNC lathe. For high-accuracy work, shops need machines built for geometric and thermal stability: hardened beds, preloaded ball screws, linear guides, and spindles with minimal runout. Swiss-style lathes add guide bushings and collet systems that support slender parts right at the cutting zone, keeping chatter down and making small-diameter work genuinely repeatable. When a part needs axial features or internal machining, mill-turn centers handle everything in one setup.
Tooling matters just as much. Carbide and CBN inserts give you edge stability and consistent cutting geometry. For mirror-quality finishes, PCBN inserts and precision-ground HSS can reach Ra values of 0.1 to 0.2 µm under controlled conditions. Toolholders and turrets need to be rigid and well-balanced, and quick-change systems keep setup variation out of the picture. Coolant delivery plays a role too: through-spindle coolant and directed mist control temperature and chip evacuation, both of which quietly affect dimensional consistency.
The components that keep accuracy honest over time are spindle bearings with low thermal drift, positional encoders feeding real axis data back to the controller, and thermal compensation systems tracking ambient and spindle temperature. Shops doing micrometer-level work typically require positioning accuracy of 0.002 mm or better and stick to strict maintenance schedules to keep those specs valid. XTJ CNC documents and follows those routines to protect accuracy across customer runs.
Programming, Toolpaths, And Process Planning For Repeatable Precision
Good process planning starts before the first cut. G-code controls spindle speed, feed, depth of cut, and tool changes, but modern planning layers CAM toolpath strategies, material-specific parameter libraries, and simulation on top of that to catch problems early. For complex parts, mill-turn and live-tool cycles complete multiple operations in a single setup, cutting positional error from around 0.1 mm down to 0.02 mm for features needing angular or axial coordination.
A solid process plan covers more than just the toolpath. It spells out the tolerancing strategy: which dimensions get finish passes, which are checked mid-cycle, and where datum control is non-negotiable. Toolpath choices should keep engagement angle changes smooth and avoid sharp reversals that invite chatter. For tough materials like titanium or Inconel, getting speeds and feeds right isn’t optional. Run them wrong and tools wear faster, geometry drifts, and problems compound with every part.
In-cycle probing is what keeps batch production consistent. The machine measures critical diameters between operations and corrects offsets automatically, so accuracy holds across the entire run without constant manual checking. XTJ CNC integrates probing into their process to reduce human adjustment and build traceable inspection data into every job. Process planning also means thinking through contingencies: when to change an insert, when to re-chuck, and at what point reworking stops making sense.
Material Selection, Fixturing, And Measurement Strategies To Meet Tight Tolerances
The material being turned drives most other decisions. Aluminum is forgiving: it cuts cleanly and holds a good finish with standard carbide tooling. Hard steels, titanium alloys, and nickel-based superalloys are a different challenge. They need specialized inserts, shallower cuts, and real attention to chip control. Ti-6Al-4V, for example, responds well to lower cutting temperatures and targeted coolant strategy. Shops using low-temperature mist or through-tool lubrication with vibration control consistently see longer tool life and lower residual stress in finished parts.
Fixturing has one job: hold the part firmly without distorting it. Spring collets, precision chucks, and hydraulic or hydrostatic chucks each have their place depending on part size. Slender shafts need steady rests or guide bushings to prevent deflection from ruining diameter accuracy. Datum strategy matters too; machining locating features early and using them consistently across operations keeps cumulative error from building up.
Measurement runs through the whole process, not just at the end. Inline probing catches drift while the part is still in the machine. CMM inspection, roundness testing, and surface roughness measurement verify the full picture post-process. Thermal compensation and a controlled environment guard against predictable drift as spindle temperature changes through a shift. Advanced shops use infrared and spindle sensors to track thermal elongation in real time and apply Z-axis corrections on the fly, keeping diameter variation within a few microns through long production runs.
Common Challenges, Quality Control Practices, And Cost-Effective Improvement Tips
The same problems come up repeatedly in precision turning: thermal deformation, tool wear, chatter, and material-specific cutting behavior. Thermal growth in the spindle or workpiece causes slow dimensional drift over long cycles. The fix is thermal compensation, controlled warm-up routines, and consistent coolant. Tool wear shifts cutting geometry gradually; scheduled insert changes or closed-loop wear monitoring stop that before it causes scrap. Chatter comes from a stiffness or parameter mismatch; tightening the setup, adjusting engagement, or switching tooling geometry usually clears it.
Quality control is about building layers so nothing slips through. In-process probing, batch CMM sampling, and incoming bar stock inspection catch problems at different points before they compound. Closed-loop systems that adjust offsets from real measured data bring scrap rates down meaningfully. For hardened steels, CBN hard turning is worth knowing as a grinding alternative: faster cycle times and no risk of grinding burn.
The most useful improvements usually don’t need new capital. Optimizing feeds and speeds for longer tool life, improving chip evacuation to stop re-cutting, and capturing what your best operators do well through documented parameters, those changes add up. When investment is warranted, live tooling, through-spindle coolant, and in-machine probing pay back quickly through fewer setups and better first-pass yield. XTJ CNC takes a practical approach with customers, matching machine capability to actual tolerance requirements so nobody’s paying for precision they don’t need.
About XTJ CNC
Business: XTJ CNC
Spokesperson: Hafiz Pan
Position: Director of Operations
Phone: +1 218 527 7419
Email: [email protected]
Location: 506 S Rangeline Rd, Carmel, IN 46032, USA
Website: http://xtjcnc.com
Frequently Asked Questions About Precision CNC Turning
What is precision CNC turning?
It’s a computer-controlled process that shapes rotating workpieces to tolerances as tight as ±0.0001 inches. It goes beyond regular turning by focusing on dimensional accuracy, geometry, surface finish, and material integrity all at once.
What machines and tools are needed for micron-level accuracy?
CNC lathes, Swiss-style lathes for slender parts, and mill-turn centers for multi-feature work are the core machines. Carbide and CBN inserts, rigid toolholders, and controlled coolant delivery support positioning accuracy of 0.002 mm or better.
How does process planning improve precision turning results?
A solid process plan combines single-setup machining, material-specific cutting parameters, and in-cycle probing to keep accuracy consistent from the first part to the last. Without it, even a good machine will produce inconsistent results.
What fixturing and measurement strategies help hit tight tolerances?
Fixture has to hold firmly without distorting the part, with datums that prevent error from stacking across operations. Inline probing and CMM inspection, backed by thermal compensation, keep drift under control through a full production run.
What are the most common precision turning challenges?
Thermal drift, tool wear, and chatter are the usual problems. Scheduled tool changes, in-process probing, and stiffness adjustments address all three before they turn into scrap.
Is precision CNC turning cost-effective for complex parts?
Yes. Single-setup machining on a mill-turn center cuts both re-fixturing error and cycle time. Optimizing tool life and building repeatable processes from there keeps tight-tolerance work affordable.
 Voltage optimisation specialist set for further investment
Voltage optimisation specialist set for further investment Compliance Quadruple for TruTac at Coach & Bus UK 19
Compliance Quadruple for TruTac at Coach & Bus UK 19 Is blockchain the key to battling counterfeit goods & improving supply chain traceability?
Is blockchain the key to battling counterfeit goods & improving supply chain traceability? What Technology Can Help Reconstruct a Car Accident?
What Technology Can Help Reconstruct a Car Accident? Holiday Inn cyberattack
Holiday Inn cyberattack No more ransom: How 4 million victims of ransomware have fought back against hackers
No more ransom: How 4 million victims of ransomware have fought back against hackers